Задачі з книги Frank Petruzella
Petruzella, Frank D. Programmable Logic Controllers. LogixPro PLC Lab Manual for use with Programmable Logic Controllers. 5th Edition. New York: McGraw-Hill Education, 2017.
Вирішення задач не дається в цьому переліку, тільки постановка. Вирішення шукайте в інших розділах.
1 Програмовані логічні контролери (PLC): огляд
todo
2 Апаратні компоненти PLC
todo
3 Системи числення та коди
todo
4 Основи логіки
todo
5 Основи програмування PLC
todo
6 Розроблення базових схем підключення PLC та програм релейної логіки
todo
6.10
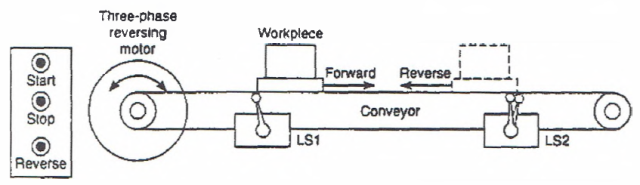
Напишіть задокументовану програму, яка реалізує показану схему керування процесом машини зі зворотно-поступальним рухом, виконану на жорстко змонтованій логіці. Послідовність роботи така:
Заготовка (workpiece) стартує з лівого положення і рухається вправо після короткочасного натискання кнопки пуску. Коли вона досягає крайнього правого положення (
LS2), двигун автоматично змінює напрямок і повертає заготовку назад у крайнє ліве положення, після чого процес повторюється. Кнопка реверсу забезпечує можливість запуску двигуна у зворотному напрямку, щоб кінцевий вимикачLS1перебрав на себе автоматичне керування.
6.11
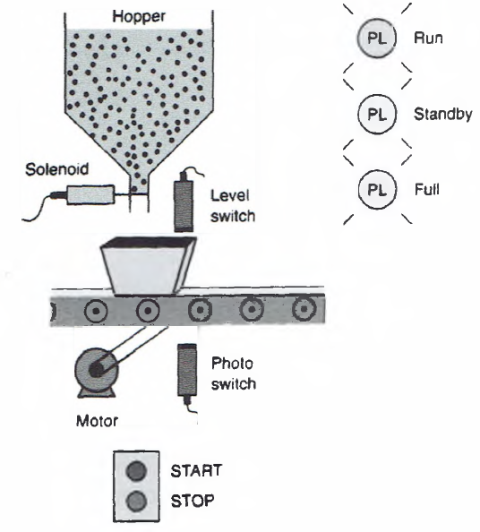
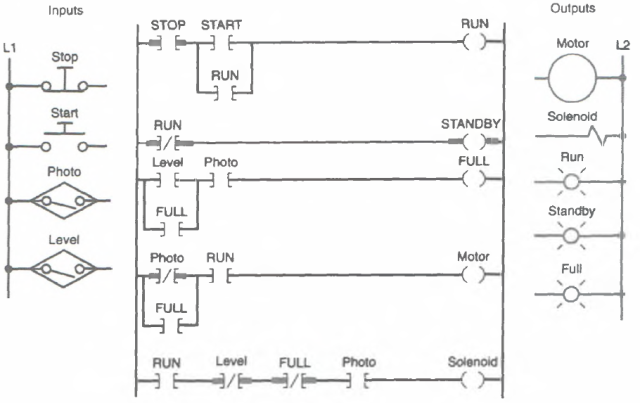
6-11(a) Напишіть задокументовану програму, яка реалізує наступну операцію безперервного наповнення:
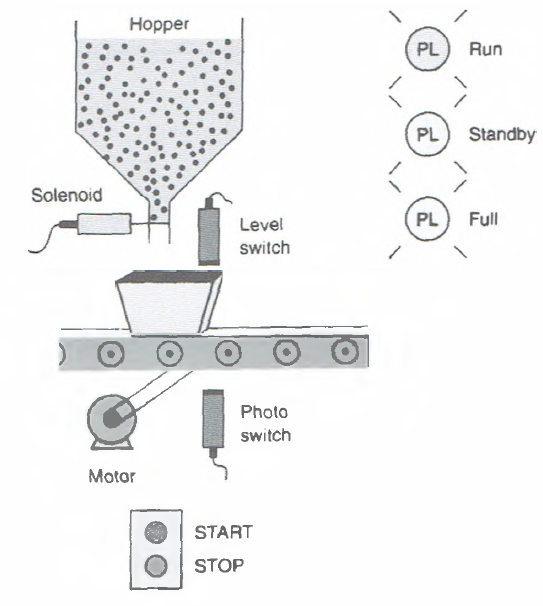
Запустіть конвеєр при короткочасному натисканні кнопки пуску. Зупиніть конвеєр при короткочасному натисканні кнопки зупинки. Увімкніть сигнальну лампу
Run, коли процес перебуває в робочому режимі. Увімкніть сигнальну лампуStandby, коли процес зупинений. Зупиніть конвеєр та увімкніть лампуStandbyу момент першого виявлення правого краю коробки фотодатчиком. Коли коробка встановлена у позицію і конвеєр зупинений, відкрийте соленоїдний клапан і дозвольте наповнення коробки. Наповнення має припинитися, коли датчик рівня переходить у активний стан. Увімкніть лампуFull, коли коробка заповнена. ЛампаFullмає залишатися увімкненою, доки коробка не вийде з зони дії фотодатчика.
6-11(b) Модифікуйте початкову програму так, щоб панельний селекторний перемикач можна було використати для вибору одного з трьох режимів роботи:
Коли селекторний перемикач у положенні “A”, процес має бути фактично вимкнений, і жоден вихід не повинен мати можливості увімкнутися. Коли селекторний перемикач у положенні “B”, процес має працювати як програма безперервного наповнення з 6-11(a). Коли селекторний перемикач у положенні “C”, процес має працювати так, щоб коробки просто безперервно рухалися конвеєром і проходили повз операцію наповнення.
6.12
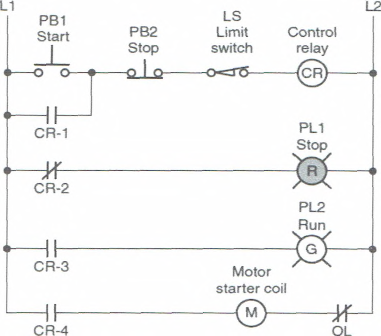
6-12 Напишіть задокументовану програму, яка забезпечить увімкнення сигнальної лампи PL за умови, що селекторний перемикач SS замкнений, кнопка PB розімкнена, а кінцевий вимикач LS розімкнений.
todo
6.22
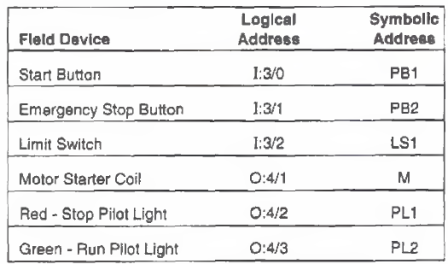
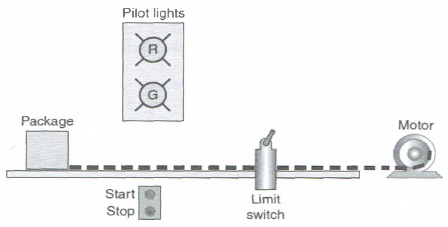
6.22 Напишіть програму, яка реалізує показану релейну схему керування конвеєром. Використайте екран I/O Simulator та такі адреси, щоб змоделювати роботу програми:
todo
6.25
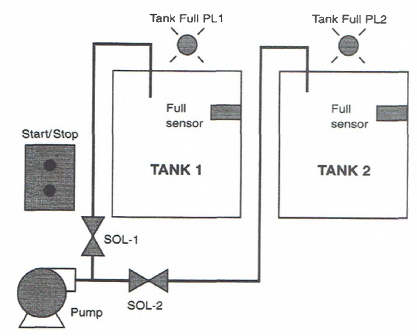
Насос має використовуватися для наповнення двох накопичувальних баків. Насос запускається оператором вручну зі станції пуск/зупинка. Коли перший бак заповнений, логіка керування має автоматично припинити подачу в перший бак і перенаправити потік у другий бак з використанням датчиків та електромагнітних (соленоїдних) клапанів. Коли другий бак заповнений, насос має автоматично вимкнутися. Потрібно передбачити сигнальні лампи, які показують, що кожен бак заповнений.
7 Програмування таймерів
todo
7-26 Напишіть задокументовану програму для реалізації процесу, показаного в Batch Simulator. Послідовність роботи має бути такою:
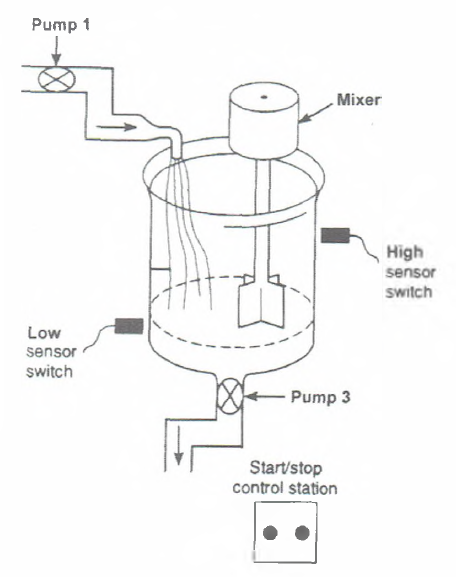
Кнопки пуску (нормально розімкнена) і зупинки (нормально замкнена) використовуються для запуску та зупинки процесу в будь-який момент. Коли натискається кнопка пуску, вмикається насос 1 і починається наповнення бака. У міру наповнення бака замикається датчик нижнього рівня. Коли бак заповнений, замикається датчик верхнього рівня, і насос 1 вимикається. Далі автоматично запускається двигун мішалки і працює загалом 3 хвилини для перемішування рідини. Коли двигун мішалки зупиняється, вмикається зливний насос 3 для спорожнення бака. Коли бак порожній, датчик нижнього рівня розмикається і вимикає зливний насос 3. Для повторення послідовності натискається кнопка пуску.
todo
7.38
7-38 Модифікуйте показану програму симуляції безперервного наповнення силоса. Модифікація передбачає таке:
2-секундну затримку перед початком наповнення коробки після зупинки конвеєра. 4-секундну затримку перед запуском конвеєра після заповнення коробки.
todo
8 Програмування лічильників
todo
8.7
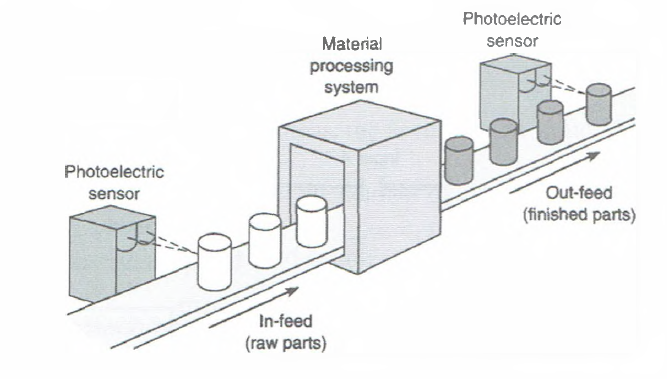
8-7(a) Реалізуйте програму лічильника з підрахунком вгору/вниз, що використовується в системі моніторингу виробів у процесі оброблення. Ця програма призначена для безперервного контролю кількості виробів у процесі і працює так:
Фотоелектричний датчик на вході підраховує заготовки, що надходять у систему. Фотоелектричний датчик на виході підраховує готові вироби, які залишають машину. Кількість виробів між входом і виходом відображається накопиченим значенням лічильника. Перед запуском система повністю порожня, і лічильник вручну скидається в нуль. Значення уставки лічильника в цій задачі не має значення, оскільки логіка увімкнення або вимкнення виходу не використовується.
todo
8.12
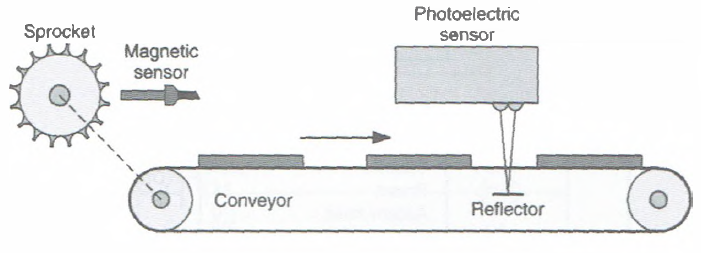
8-12 Реалізуйте показану програму лічильника, що використовується для вимірювання довжини. Роботу програми можна підсумувати так:
Імпульси підрахунку формуються магнітним датчиком, який виявляє зубці, що проходять, на приводній зірочці конвеєра. Якщо повз датчик проходить 10 зубців на один фут переміщення конвеєра, накопичене значення лічильника відповідатиме довжині в десятих частках фута. Фотоелектричний датчик контролює опорну точку на конвеєрі. Під час спрацювання він блокує підрахунок, дозволяючи лічильнику накопичувати імпульси лише тоді, коли прутковий матеріал рухається. Замикання кнопки скидання обнуляє лічильник.
Додайте станцію пуску/зупинки конвеєра з кнопками та використайте екран Silo Simulator і наведені адреси для моделювання програми.
8.13
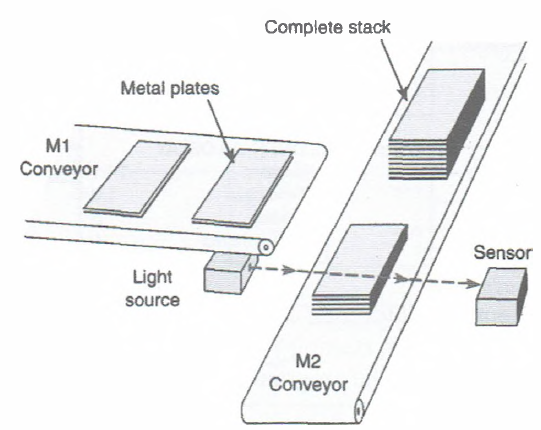
8-13 Реалізуйте показаний процес автоматичного штабелювання. У цьому процесі конвеєр M1 використовується для укладання металевих пластин на конвеєр M2. Фотоелектричний датчик формує вхідний імпульс на лічильник PLC кожного разу, коли металева пластина падає з конвеєра M1 на M2. Коли укладено 15 пластин, конвеєр M2 вмикається таймером PLC на 5 секунд. Роботу процесу можна підсумувати так:
Коли натискається кнопка пуску, конвеєр M1 починає працювати. Після укладання 15 пластин конвеєр M1 зупиняється, а конвеєр M2 запускається. Після роботи конвеєра M2 протягом 5 секунд він зупиняється, і послідовність автоматично повторюється. Біт завершення таймера скидає таймер і лічильник та формує короткочасний імпульс для автоматичного повторного запуску конвеєра M1.
Для моделювання програми використайте пляшки замість пластин разом з екраном Bottle Line Simulator і наведеними адресами.
todo
8.22
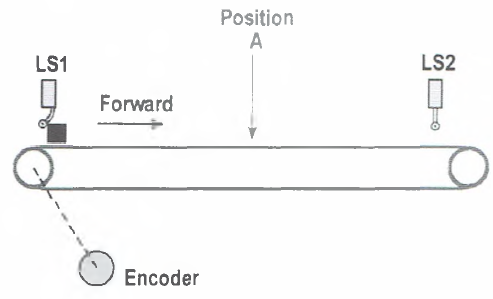
8-22 Напишіть задокументовану програму PLC, яка виконує наведений промисловий процес керування. Послідовність роботи така:
Виріб знаходиться у вихідному положенні (контакти кінцевого вимикача LS1 замкнені). Натискається кнопка пуску, і двигун конвеєра починає переміщувати виріб уперед у напрямку позиції A (контакти LS1 розмикаються, коли важіль приводу повертається у нормальне положення). Конвеєр переміщує виріб до позиції A і зупиняється (позиція A визначається вісьмома імпульсами типу «0→1» від енкодера, які підраховуються лічильником з підрахунком вгору). Відбувається затримка часу 10 секунд, після чого конвеєр починає переміщувати виріб до LS2 і зупиняється (контакти LS2 замикаються, коли виріб натискає на важіль кінцевого вимикача). Кнопка аварійної зупинки використовується для зупинки процесу в будь-який момент. Якщо послідовність переривається аварійною зупинкою, лічильник і таймер автоматично скидаються.
8.23
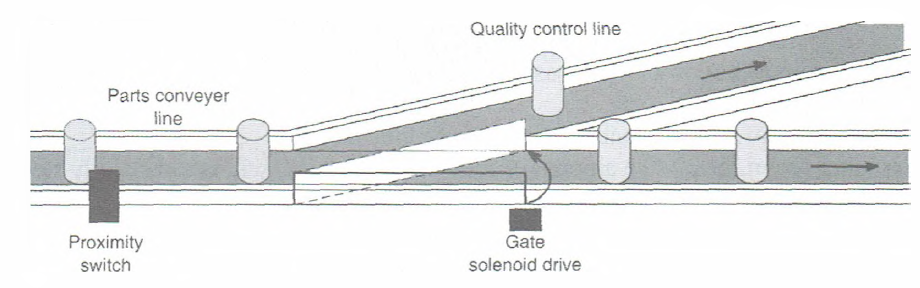
8-23 Напишіть задокументовану програму PLC для реалізації показаного процесу. Лічильник з підрахунком вгору має бути запрограмований як частина операції пакетного підрахунку для автоматичного сортування виробів з метою контролю якості. Лічильник використовується для відведення одного виробу з кожних десяти на контроль або інспекцію. Робота схеми така:
Станція з кнопками пуску/зупинки використовується для вмикання та вимикання двигунів конвеєрів (M1 і M2). Датчик наближення підраховує вироби під час їх проходження по конвеєру. Коли значення лічильника досягає 10, вихід лічильника активує соленоїд заслінки, відводячи виріб на лінію інспекції. Соленоїд заслінки вмикається на 0,3 секунди, що забезпечує достатній час для проходження виробу на лінію контролю якості. Після завершення інтервалу 0,3 секунди заслінка повертається у нормальне положення. Лічильник скидається в нуль і продовжує накопичувати підрахунок. Передбачено кнопку скидання для ручного обнулення лічильника.
todo
8.25
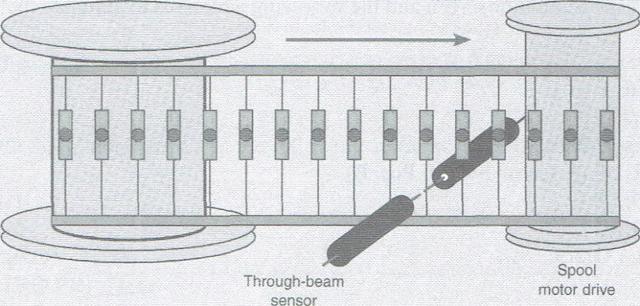
8-25 Напишіть задокументовану програму PLC для реалізації показаного процесу. У цьому застосуванні підприємству, що виготовляє набори для електронного монтажу, потрібен лічильник для підрахунку кількості резисторів, що вкладаються в кожен набір. Контролер має зупиняти намотувальну котушку після досягнення заданої кількості резисторів (20). Після цього працівник відрізає стрічку з резисторами та вкладає її в набір. Робота схеми така:
Станція з кнопками пуску/зупинки використовується для ручного вмикання та вимикання приводу намотувальної котушки. Прохідний (through-beam) датчик підраховує резистори під час їх проходження. Лічильник з уставкою 20 (кількість резисторів у кожному наборі) автоматично зупиняє намотувальну котушку, коли накопичене значення дорівнює 20. Передбачено другий лічильник для підрахунку загальної кількості. Передбачено кнопки ручного скидання для обнулення обох лічильників.
todo
8.28.
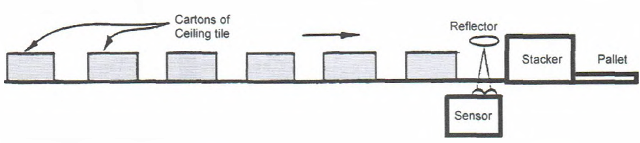
8-28 Напишіть задокументовану програму PLC, яка реалізує показаний процес штабелювання коробок. У цьому застосуванні необхідно керувати конвеєрною стрічкою, що подає коробки на механічний штабелер. Штабелер може укладати різну кількість коробок з плиткою для стелі на кожен піддон (залежно від розміру піддона та уставки лічильника). Коли необхідну кількість коробок укладено, конвеєр зупиняється до моменту, поки завантажений піддон не буде прибрано і на зону завантаження не встановлять порожній піддон. Для формування імпульсів підрахунку після проходження кожної коробки використовується фотоелектричний датчик. Окрім станції пуску/зупинки конвеєра, передбачено віддалену кнопку скидання, яка дозволяє оператору з навантажувача скинути систему після встановлення порожнього піддона в зону завантаження. Роботу системи можна підсумувати так:
Натискання кнопки пуску запускає конвеєр. Під час проходження кожної коробки повз фотоелектричний датчик реєструється імпульс підрахунку. Коли досягається уставлене значення (у цьому випадку 20), конвеєрна стрічка вимикається. Оператор навантажувача прибирає завантажений піддон. Після встановлення порожнього піддона оператор навантажувача активує віддалену кнопку скидання, після чого весь цикл запускається знову.
todo
8.32
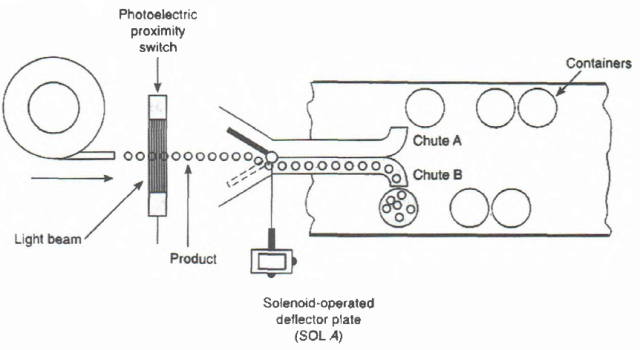
8-32 Напишіть задокументовану програму PLC, яка реалізує наведений процес пакування:
Метою цього процесу є укладання 10 одиниць продукції в кожен контейнер. Процес запускається натисканням кнопки пуску. Під час проходження продукції через світловий промінь вона виявляється фотоелектричним датчиком наближення і підраховується лічильником PLC. Коли значення лічильника досягає 10, соленоїдно керована відхильна пластина (SOL A) вмикається і спрямовує продукцію з жолоба A в жолоб B. Коли досягається наступне значення 10, соленоїдно керована відхильна пластина вимикається і знову спрямовує продукцію в жолоб A, і так далі. Також передбачена можливість зупинки процесу в будь-який момент і ручного скидання накопиченого значення лічильників.
8.33
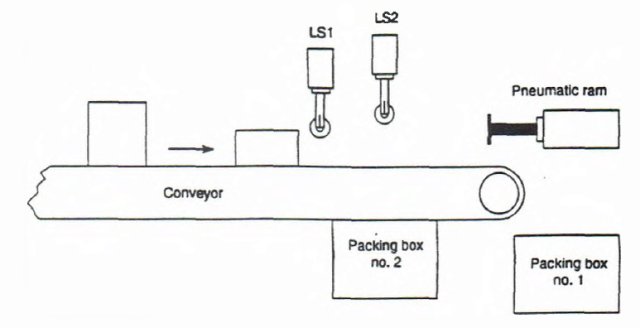
8-33 Напишіть задокументовану програму PLC, яка змоделює роботу показаної релейної схеми керування, виконаної на жорстко змонтованій логіці. Послідовність роботи така:
Оператор запускає систему, після чого вироби для сортування подаються на виробничий конвеєр. Після надходження на конвеєр вироби рухаються далі та спрацьовують кінцевий вимикач 1, який підраховує всі вироби. Кінцевий вимикач 2 підраховує лише вироби більшого розміру. Під час спрацювання кінцевого вимикача 2 активується пневматичний штовхач, який спрямовує всі великі вироби в пакувальну коробку 2. Менші вироби продовжують рух до кінця конвеєра та складаються в пакувальну коробку 1. Активація кнопки скидання в будь-який момент обнуляє обидва лічильники.
todo
9 Інструкції керування виконанням програми
todo
10 Інструкції оброблення даних
todo
11 Математичні інструкції
todo
12 Інструкції секвенсерів та регістрів зсуву
todo
12.9
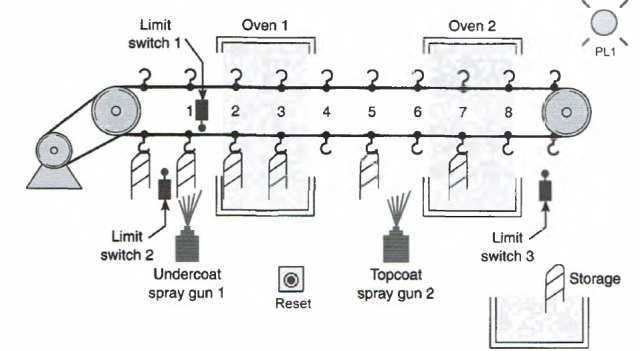
12-9 Реалізуйте показану програму фарбування методом розпилення з використанням регістра зсуву. Послідовність роботи така:
Кожен біт файлу відповідає окремій станції на лінії, а стан біта вказує, чи присутній виріб на цій станції. Бітова адреса 1:1/2 визначає, чи надійшов виріб на лінію. Регістр зсуву використовується для відстеження виробів, які підлягають фарбуванню. Для позначення руху лінії вперед застосовується інструкція Bit Shift Left. У міру переміщення виробів уздовж виробничої лінії бітові шаблони регістра зсуву відображають вироби на підвісному конвеєрі, що мають бути пофарбовані. LS1 використовується для виявлення підвісу, а LS2 — для виявлення виробу. Коли виріб, що підлягає фарбуванню, і підвіс з’являються послідовно (що визначається послідовним замиканням LS2, а потім LS1), у регістр зсуву вводиться логічна «1». Логічна «1» призводить до спрацювання пістолета ґрунтового покриття, а через п’ять кроків, коли «1» з’являється далі в регістрі зсуву, спрацьовує пістолет фінішного покриття. Кінцевий вимикач LS3 підраховує вироби під час їх виходу з печі. Кількість імпульсів, отриманих від кінцевих вимикачів LS2 і LS3, має бути однаковою після завершення циклу фарбування (при цьому вмикається PL1), що є індикацією того, що кількість виробів, які розпочали процес фарбування, дорівнює кількості виробів, які його завершили. Логічний «0» у регістрі зсуву означає, що на конвеєрі немає виробів для фарбування і, відповідно, блокує роботу пістолетів розпилення.
todo
12.14
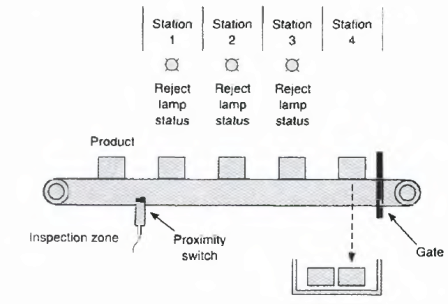
12-14 Виріб безперервно рухається складальною лінією, яка має чотири станції, як показано. Виріб входить у зону контролю, де датчик наближення визначає його присутність. Інспектор оглядає виріб і активує кнопку бракування, якщо виріб не проходить контроль. Якщо виріб дефектний, на станціях 1, 2 і 3 вмикаються сигнальні лампи браку, щоб повідомити складальника ігнорувати цей виріб. Коли дефектний виріб досягає станції 4, вмикається відвідна заслінка, яка спрямовує цей виріб у контейнер для браку. Розробіть програму PLC, яка використовує інструкцію Bit Shift Left для реалізації цього процесу.
todo
13 Практика встановлення PLC, редагування та усунення несправностей
todo
Автори
Адаптацію розробив Олександр Пупена.
Feedback
Якщо Ви хочете залишити коментар у Вас є наступні варіанти:
Про проект і можливість допомогти проекту написано тут